





















































































































The sugar industry is a key player in the agricultural sector, responsible for processing sugar cane into refined sugar for consumption. A crucial component of sugar production is the centrifuge, which separates the sugar crystals from the molasses. To optimize the operation of centrifuges in sugar mills, the application of advanced technology is essential. This article focuses on the implementation of the FGI FD5000 medium voltage inverter in centrifuges of sugar mills, highlighting its benefits and impact on operational efficiency.

1. Introduction to FGI FD5000 medium voltage inverter:
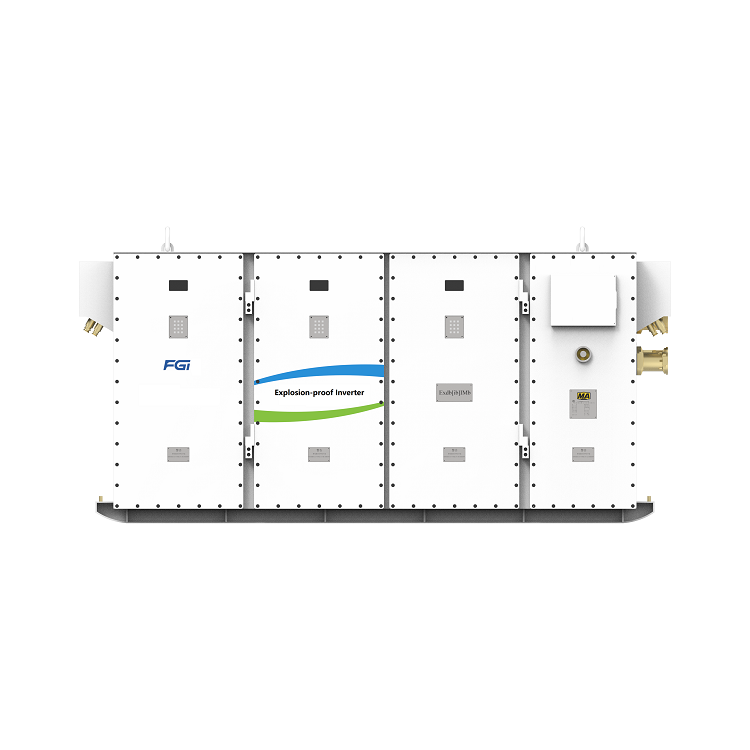
FGI is a leading manufacturer of industrial electronic equipment, known for its high-quality products and innovative solutions. The FD5000 medium voltage inverter is specifically designed for industrial applications, providing precise control over motor speed and torque. With a robust design and advanced features, the FD5000 is suitable for a wide range of applications, including centrifuges in sugar mills.
2. Advantages of FGI FD5000 inverter in centrifuge operation:
The application of the FGI FD5000 medium voltage inverter in centrifuges offers several advantages. The inverter allows for precise control of the centrifuge motor, enabling operators to adjust speed and torque as needed. This results in improved efficiency and product quality, as well as reduced energy consumption. Additionally, the inverter's advanced monitoring and diagnostic capabilities help in identifying potential issues and preventing downtime.
3. Impact on operational efficiency:
By using the FGI FD5000 inverter in centrifuge operation, sugar mills can significantly enhance their operational efficiency. The precise control over motor speed and torque ensures smooth and reliable operation of the centrifuge, leading to higher productivity and reduced maintenance costs. The inverter's efficiency also contributes to energy savings, making it a sustainable choice for sugar mill operations.
4. Case study: Implementation of FGI FD5000 inverter in a sugar mill:
To illustrate the benefits of the FGI FD5000 inverter, let us consider a case study of its implementation in a sugar mill. By replacing the existing control system with the FD5000 inverter, the sugar mill experienced improved centrifuge performance, increased throughput, and reduced downtime. The advanced features of the inverter not only optimized operation but also provided valuable data for process optimization.
5. Customer testimonials and feedback:
Feedback from sugar mills that have implemented the FGI FD5000 inverter in their centrifuges has been overwhelmingly positive. Customers have reported significant improvements in operational efficiency, product quality, and overall performance. The inverter's reliability and ease of use have made it a valuable asset for sugar mill operators, helping them meet production targets and maintain competitiveness in the market.

In conclusion, the application of the FGI FD5000 medium voltage inverter in centrifuges of sugar mills offers numerous benefits, including improved operational efficiency, energy savings, and enhanced product quality. FGI's commitment to innovation and customer satisfaction shines through in its advanced inverter technology, making it a preferred choice for industrial applications. Sugar mills can leverage the power of the FD5000 inverter to optimize their centrifuge operations and drive success in the competitive sugar industry.
