





















































































































1.Overview

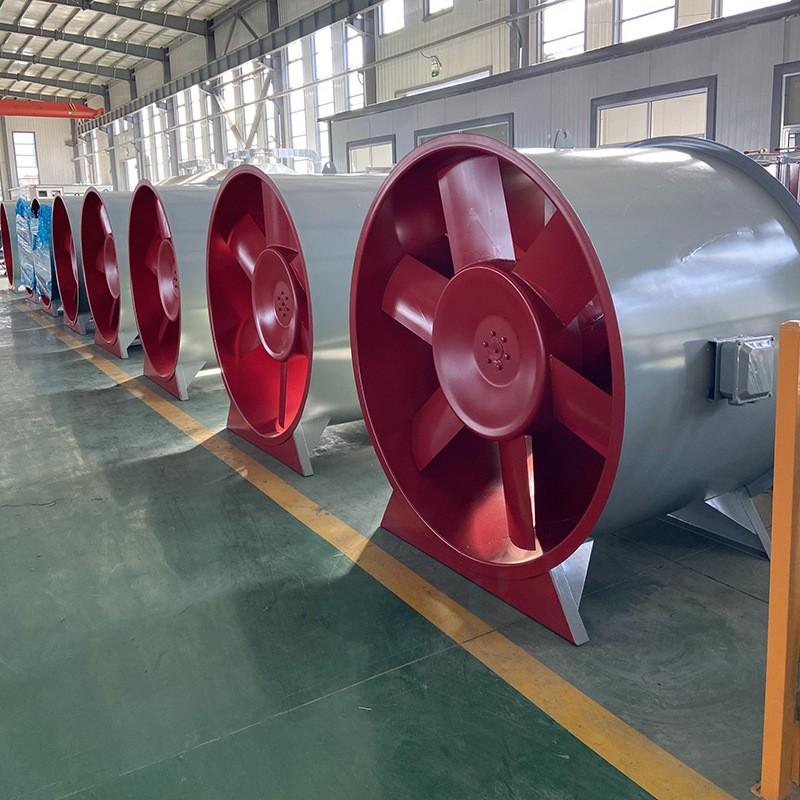
Copper ore mortar pump is mainly used in the mineral processing process of copper ore, which transfers the pulp from the ore pool to the mountain pulp pool for further beneficiation and processing.
2.Implementation plans

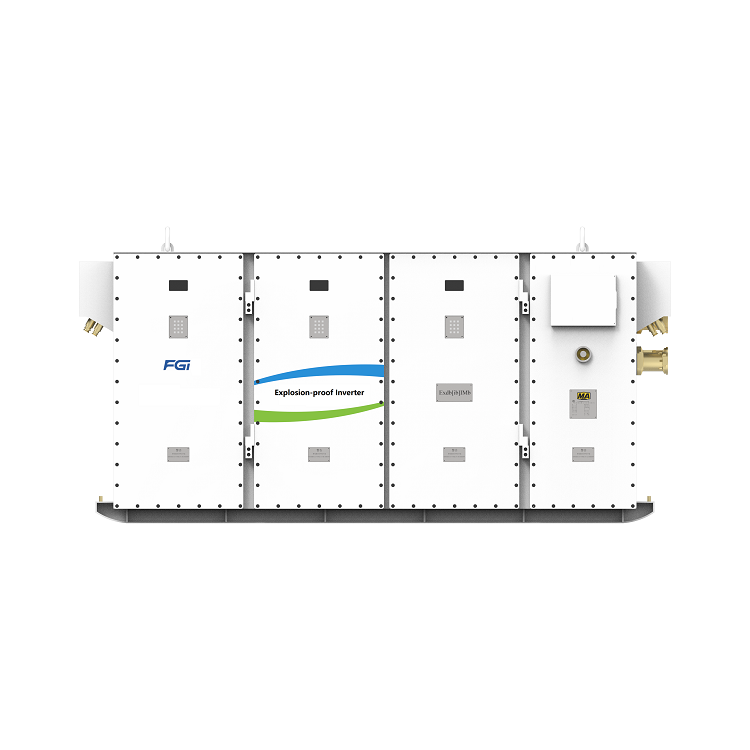
The company chose the FGI FD5000 medium voltage drive, based on its advanced control technology and efficient energy efficiency optimization design. FD5000 medium voltage drive adopts advanced vector control technology, which can accurately control the operating state of the high-pressure system, maximize the energy efficiency of the system, and reduce energy consumption. Using the intelligent energy consumption management system, the FD5000 medium voltage drive monitors the heating demand in real time and automatically adjusts the operating parameters of the system to meet the real-time demand in the best way, so as to reduce energy consumption and reduce operating costs. The stability and reliability of FD5000 MV drive ensure the long time stable operation of the high voltage system in extreme climate conditions, reduce the system failure rate, and improve the reliability of the system.
In the problem of handling the hydraulic coupling, considering the high failure rate of the equipment, it is decided to remove the hydraulic coupler and connect the motor forward directly with the pump. The frequency converter is connected to the original high voltage switch and the motor to be modified, and the frequency converter is connected to the original DCS system. In order to fully ensure the reliability of the system, the frequency converter is equipped with power frequency bypass device, and the existing control equipment and operation mode of mortar pump will still be retained. The power frequency / frequency conversion operation switch of the control circuit is selected, and the power / frequency conversion selection is operated by manual switching to realize the operation of mortar pump in power frequency or frequency conversion. The existing DCS system can display the operation data and current state of the frequency converter, and monitor the operation of the system in real time. In terms of operation, there are two control modes: remote control and local control, which can improve the safety performance of the system. The frequency converter has built-in PLC, which is used for the logical processing of switching signals in the cabinet, and the coordination with various operation signals and state signals (such as RS-485), and can expand the control switch amount according to the needs of the user, enhancing the flexibility of the system.
3.Application advantages
System stability is improved
The FD5000 series MVD of control algorithm and stability enhancement function ensure the highly stable operation of the mortar pump system and reduce the system failure rate.
Precision control performance
The introduction of frequency converter realizes the precise control of the pump operating frequency, adjusts flexibly according to the production demand, and improves the control performance of the pump.
Energy costs are reduced
Using efficient power conversion technology improves the energy efficiency of the system, reduces the energy cost, and realizes economic benefits for enterprises.
Intelligent monitoring and maintenance
The introduction of an intelligent monitoring system enables real-time monitoring and remote maintenance of the pump system, reducing downtime and maintenance costs.
Reduced maintenance
After using frequency conversion speed regulation, most of the time, the running speed of the pump is much lower than the rated speed of the pump. Due to the slow start of the pump and the reduction of the speed, the wear of the pump is reduced, and the life of the pump is extended accordingly.
Work intensity is reduced
After the transformation, the constant liquid level control is adopted, and there is no need to adjust the outlet valve. The operation work is changed from manual to automatic and monitoring, which fully realizes the unmanned operation of production, which greatly reduces the labor intensity of workers.
The field noise is greatly reduced
Improve the operation environment; facilitate the automatic management of pump unit control system.
